
エアジェットルームのエアコンプレッサーの空気流量と圧力を決定する方法
エアジェット織機は、ジェットエアを使用して横糸を杼口に通すシャトルレス織機です。動作原理は、緯糸挿入媒体として圧縮空気を使用し、緯糸に摩擦牽引力を発生させて杼口を通過させ、エアジェット流によって緯糸挿入の目的を達成することです。

ステップ 1: エアジェットルーム用の圧縮空気
横糸の挿入率が高いため、 3000m/minを超えたエアジェット織機、織機の速度が速く、1分間当たりの緯入れ回数が多い(通常600回/分~1200回/分)。糸質が軽いため、一回の緯入れで消費する圧縮空気の量が少ない(≦0.0007m3/回~0.0012m3/回)。しかし、中にはたくさんの機械があります エアジェット織機 作業場(数十から数百)に及ぶため、機械の圧縮空気消費量は比較的安定した値であるとおおよそ考えられます。
工場内の機械の数が増え、織機の速度が上がるほど、エアジェット織機の圧縮空気の圧力と流れの振動が少なくなります。
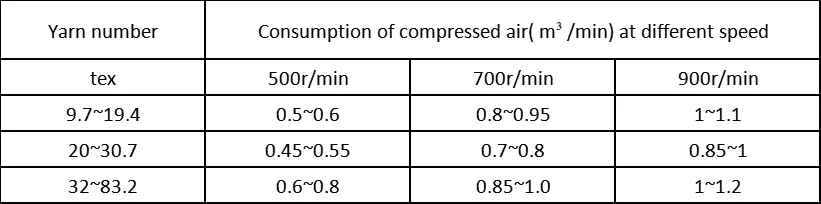
ステップ2: エアジェット織機の圧縮空気消費量の計算

圧縮空気の消費量は、エアジェット織機のモデル、生地の種類、織機の速度によって異なります。
生地の繊維の種類、糸の本数、縦糸と横糸の密度、織機の速度を供給者に提供し、供給者が計算して決定する必要があります。
公称筬幅190cmの織機で純綿生地を織る場合を例に圧縮空気を計算します。
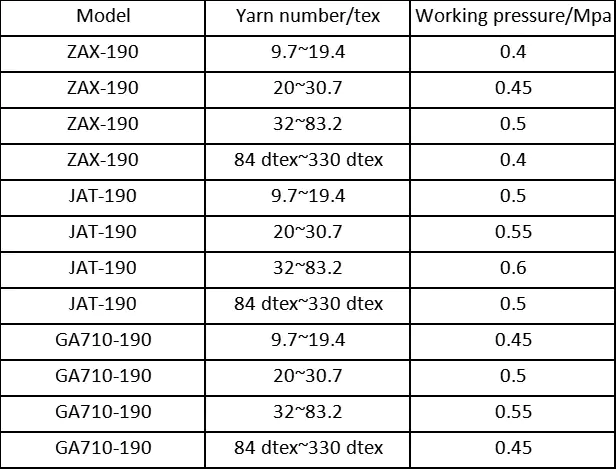
ステップ 3: エアジェットルームの空気圧
エアジェット織機の使用圧力は、生地の仕様、繊維の種類、織機の幅、織機の速度、織機の性能などによって異なります。データはエアジェット織機のサプライヤーから提供される必要があります。
ステップ 4: エア ジェット ルーム ワークショップの圧縮空気需要を計算する
次のように計算する必要があります
Qg=QzN(1+Kz)
Qg:エア供給量 エアコンプレッサー ステーション (m3/分);
Qz:各織機の圧縮空気消費量(m3/min)。
N:エアジェット織機の台数。
Kz: パイプラインシステムの漏れ率 (通常 0.2 ~ 0.4)。
ステップ 5: エアコンプレッサー供給圧力の決定
エアコンプレッサーの空気供給圧力は、エアジェット織機の作業効率を確保し、エネルギーを節約し、エアコンプレッサーの耐用年数を延ばすために非常に重要です。
エアコンプレッサーの空気供給圧力は次のように計算できます。
Pg=(Pz+0.1)+PR
Pg:エアコンプレッサーのエア供給圧力(MPa)。
Pz:織機の使用圧力(MPa));
PR:パイプ、ドライヤー、フィルター等の圧力降下(MPa)(通常0.05MPa~0.10MPa)。
ステップ6:エアジェットルームに適したエアコンプレッサー
BD 低圧ロータリスクリューエアコンプレッサー
の BD 低圧ロータリスクリューエアコンプレッサー エアジェット織機に最適です。耐久性のあるエアーエンド、PM モーター、オイルセパレーター、インバーターを備え、信頼性が高く効率的な圧縮空気を提供します。